

¿Cómo equilibrar una cola afilada y una velocidad de golpeteo?
Materiales: SS304 + SCM435
Tratamiento superficial: Ruspert
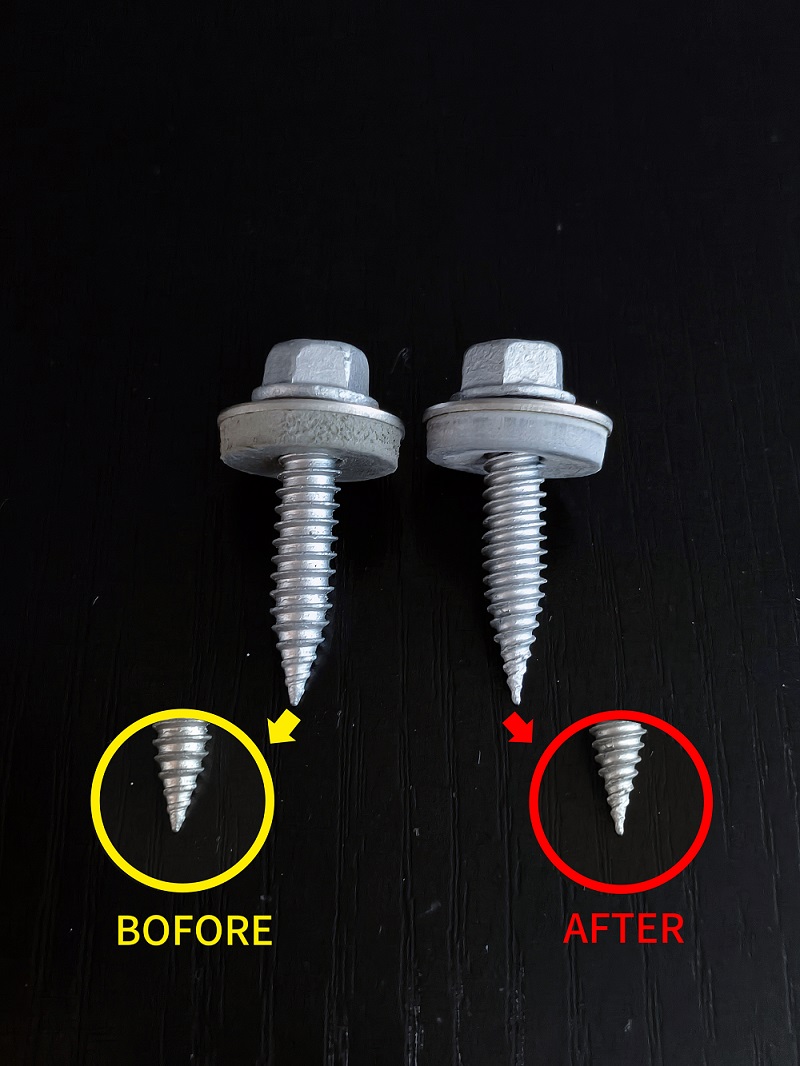
En la producción en masa de tornillos metálicos BI, siempre ha sido un desafío lograr un equilibrio entre el filo de la cola, la velocidad de roscado y la consistencia de la formación de la rosca.Cuanto menor sea el ángulo de la cola, mejor será el posicionamiento inicial y mayor será la fuerza de penetración; sin embargo, cuanto más delgado es el material en el extremo de la cola, más propenso es a la inestabilidad y a no formar hilos durante el laminado del hilo.Una cola más roma garantiza una velocidad de enhebrado estable y una formación completa del hilo, pero da como resultado un posicionamiento deficiente y una fuerza de penetración débil, lo que lo hace propenso a deslizarse y no penetrar placas gruesas.
El ángulo de cola del primer lote de muestras que proporcionamos al cliente era demasiado romo y no cumplía con los requisitos de penetración para un uso práctico. Después de una segunda ronda de ajustes, la cola alcanzó un estado ideal, pero la formación del hilo falló, lo que afectó gravemente la velocidad de roscado.

Debido a la estructura de doble rosca, los requisitos de precisión del molde, procesos de mecanizado y estabilidad del tratamiento térmico son aún mayores. Por lo tanto, seleccionamos moldes de corte por alambre CNC de mayor precisión de Taiwán y simultáneamente optimizamos los parámetros de tratamiento térmico y los procesos de recubrimiento de superficies, resolviendo el problema sin esfuerzo.
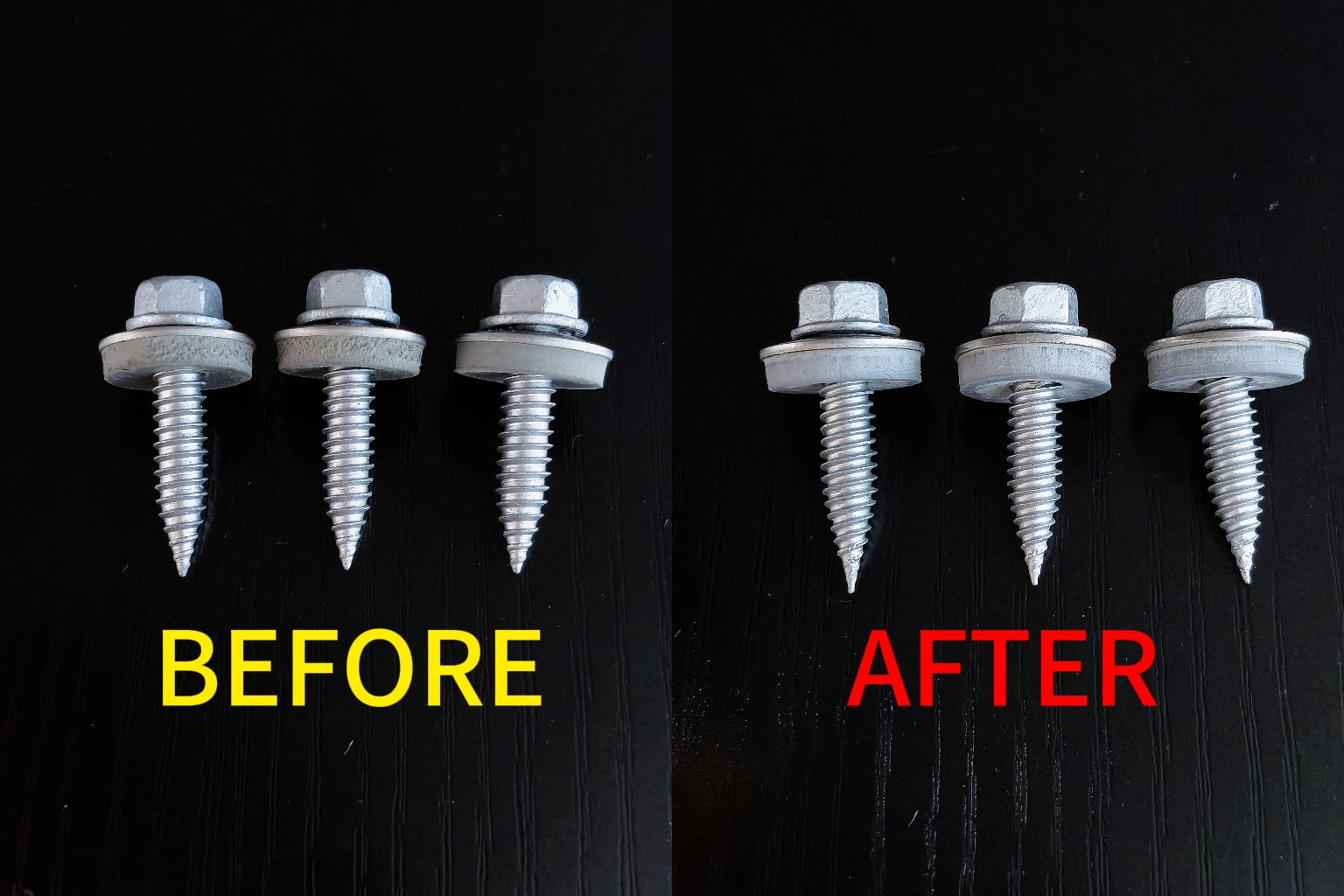
Sin compromisos, sin atajos—Jiaxing AokePrestamos atención a cada detalle para que nuestros clientes puedan utilizar nuestros productos con confianza.
Anterior:¿Cómo funcionan los remaches ciegos?


